- 717
- 0
- 分享
- 2023-06-28 15:54
行业分类:
锂电
项目需求概述
设备用于PACK线电池包的半自动(人机结合)生产装配线。它主要由AGV 作为转运载体,带动KIT 装配小车在各工位中进行运转,配合相应工位的辅助设备(如:机器人、涂胶机、拧紧枪、测试设备、KBK 吊装系统等),从而达到整线的生产装配。以AGV为驱动单元,KIT小车为载体实现PACK 箱在各工位的转运,整线配置MES 系统,实现数据的上传。所有设备抓取的参数上传到MES系统,并与MES系统实现闭环控制,实现PACK线生产需求。该PACK 装配线为柔性兼容线,兼容产品包含乘用车、商用车、储能三大系列的产品
涉及搬运流程主要有:
1、人工底箱上料;2、安装BDU和插座;3、安装BMS和水冷板; 4、水冷板自动涂胶;5、模组自动入箱(模组手动入箱);6、模组固定预拧紧;7、模组固定拧紧;8、模组铜排连接;9、EOL测试;10、封箱前内外部检查;11、电池包上盖安装、预拧紧;12、电池包上盖拧紧;13、箱体、水冷板气密性测试;14、容量测试;15、打包前检查;16、电池包打包。
采用侧充的方式,实现了AGV在线充电,24小时自动化作业。

解决方案
项目环线工作站主要分为厂区线体人工工位、线体自动工位、预留工位几大类。
1)线体人工工位,人工通过按钮与线体PLC交互,线体PLC与WCS交互,任务调度接口(指定到任务模板)、上报接口。
2)线体自动工位,线体PLC与WCS交互,WCS与RCS交互,交互流程如下:
① 线体PLC发起叫料信号,WCS接收信号并下发搬运任务,执行起点至终点,AGV搬运料架到达光栅前,申请进入,WCS发起《小车门外请求进入信号》;
② 产线PLC判断是否满足进入条件,小车允许进入信号;
③ WCS接收小车允许进入信号,WCS发起光栅关闭信号;
④ 线体PLC接收光栅关闭信号,触发光栅关闭;
⑤ AGV进入自动工位后, WCS发起光栅恢复信号、到位信号;RCS系统上报WCS到位完成信号。(上报任务完成、任务编号、AGV编号等信息)。
⑥ 线体PLC接收光栅恢复信号,触发光栅开启;
⑦ 线体PLC接收到位信号,触发线体自动工位开始加工;
⑧ 加工完成,线体PLC发送加工完成信号给WCS,WCS发布新的任务单给RCS。
⑨ WCS调用《请求离开》信号,申请离开机台。
⑩ 线体PLC判断完成,反馈《允许离开》信号至AGV,并触发光栅关闭。
⑪ AGV发起申请离开信号至WCS。
⑫ AGV到达机台外,WCS调用《离开完成》信号,
⑬ 线体PLC接收信号,机台光栅恢复。
⑭ 其他信号:小车故障上报,通过WCS发至线体PLC通过声光进行告警,无需上报异常恢复信号,设备PLC人工复位;设备停线及人工急停设备,通过线体PLC发至WCS,由WCS与RCS交互,将AGV停下。
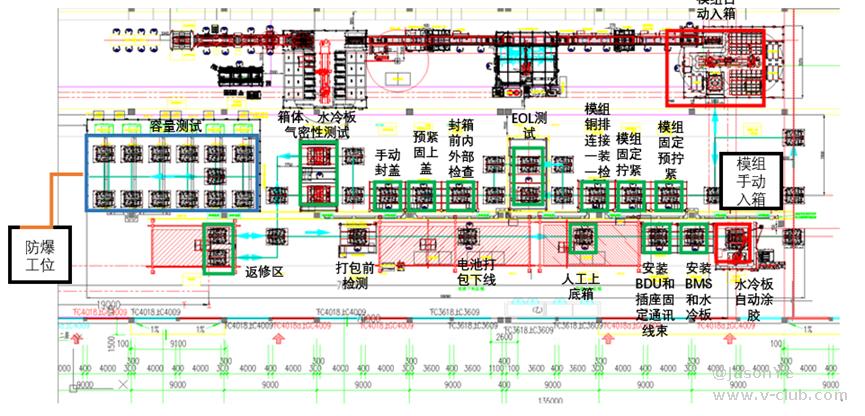
注:绿色框为人工工位;红色框为自动工位;蓝色框为容量测试区域;黑色框为新增的模组手动入箱及防爆工位。
项目亮点
Ø 采用侧充方案实现在线充电
基于该项目需要搭建24小时作业工厂,AGV需在环线工位上停留时间实现在线充电,同时因为AGV小车要背负载具,设计过程中要考虑避免AGV小车背负载具进行线体工位时,避免硬件干涉,并考虑导航安全余量。通过该设计同时避免了地充破坏地面的弊端,又能实现环线24小时物料配送,提高产量。

Ø 降低客户人工作业强度
客户工人只需要在当前工位进行作业,无需进行搬运作业降低了人工作业强度。
Ø 提升物流环节配送效率
通过与生产系统的联动,加入潜伏机器人实现了环线物料自动配送,节省人工成本,提升配送效率。



 【2.5D】2.5D定位引导最强攻略-高精度版2024-08-26
【2.5D】2.5D定位引导最强攻略-高精度版2024-08-26- 【2.5D】2.5D定位引导最强攻略-高精度版2024-08-26
 某项目呼叫器异常通讯拦截2024-08-20
某项目呼叫器异常通讯拦截2024-08-20- 某项目呼叫器异常通讯拦截2024-08-20
 【嵌入式开发】嵌入式算子开发2024-08-24
【嵌入式开发】嵌入式算子开发2024-08-24
 浙公网安备 33010802013223号
浙公网安备 33010802013223号