- 580
- 0
- 分享
- 2023-02-13 20:03
1. 装卸机动作调试
1.1 调试前检查
- 开机前检查装卸机各层料箱检测光电、辊筒料箱检测光电、对接传感器及梳齿零位传感器是否正常,有无缺失;
- 检查装卸机辊筒动作是否有卡顿现象;
- 检查电源线接线是否正常。
1.2 装卸机动作测试
1.2.1 测试梳齿上升下降
castor_cli –R “150 23 1 X” X为高度
可直接通过RCU客户端观察装卸机当前梳齿高度
1.2.2 控制辊筒转动
- 辊筒1
castor_cli –R “150 27 0 1”
castor_cli –R “150 27 0 2”
castor_cli –R “150 27 0 0” - 辊筒2
castor_cli –R “150 27 1 1”
castor_cli –R “150 27 1 2”
castor_cli –R “150 27 1 0”
1为逆时针,2为顺时针,0停止
不同现场装卸机接线上可能有所不同,按现场实际情况进行考量,同一现场,应尽量保持所有装卸机接线一致。
2. 装卸机整体动作流程
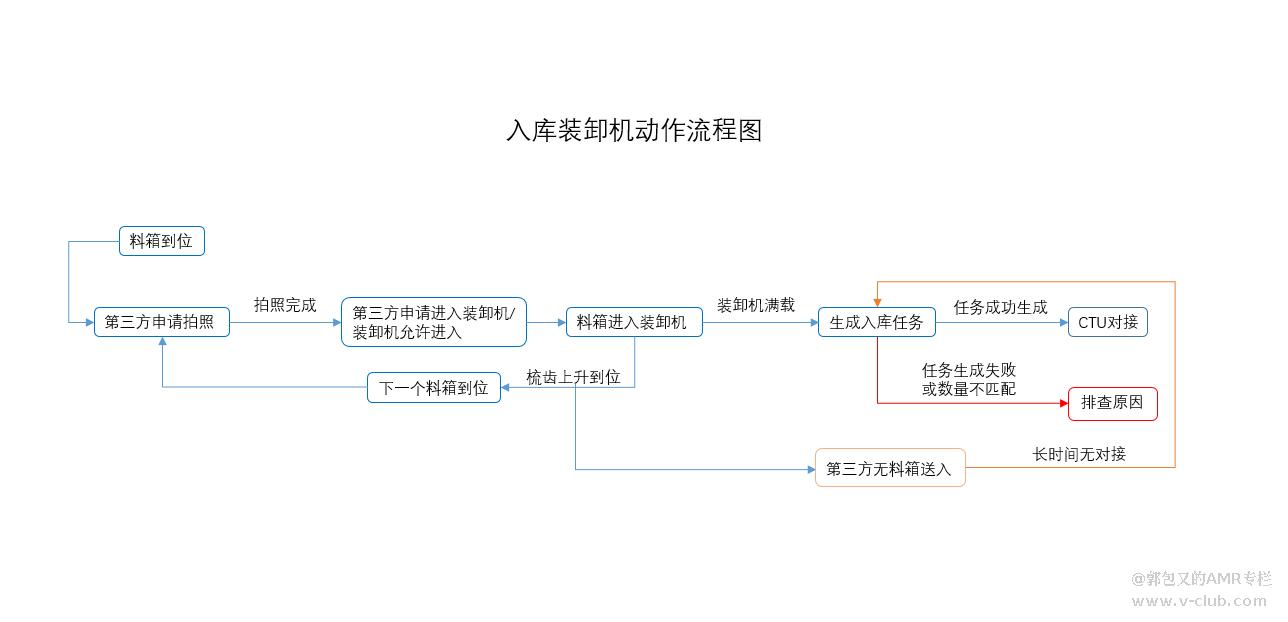
2.1 入库装卸机动作流程
入库装卸机初始高度为零位高度,当第三方有料箱流入到装卸机并触发到位光电时,装卸机便会举升一层梳齿。当达到入库条件时,不论装卸机满载与否,梳齿都会抬升至对接高度(装卸机满载入库时,满载高度便为对接高度)。
入库流程如下:
料箱到达第三方与装卸机外接辊筒线对接位时,由第三方通知装卸机‘有料箱需要进入装卸机’,装卸机需对机器自身状态进行判断是否允许‘料箱进入’,当装卸机状态符合对接条件时,会发送‘料箱放行信号’给到第三方,料箱从第三方流入装卸机辊筒线,触发梳齿下方到位光电后,梳齿上抬至指定高度,在装卸机满载或者超过一定时间后,WCS会通知CMS生成入库任务,由CTU将料箱取回。
注:CTU前往装卸机取货为倒车进入装卸机,车身储位与装卸机梳齿对接,调试时应注意装卸机梳齿与车身储位对接位置是否合适(可采用空车对接的方式进行检测有无刮蹭现象)确定对接位置合适后,手动放置空箱检测对接时有无碰撞料箱的风险,为保障对接动作顺利,可适当调整梳齿对接高度。
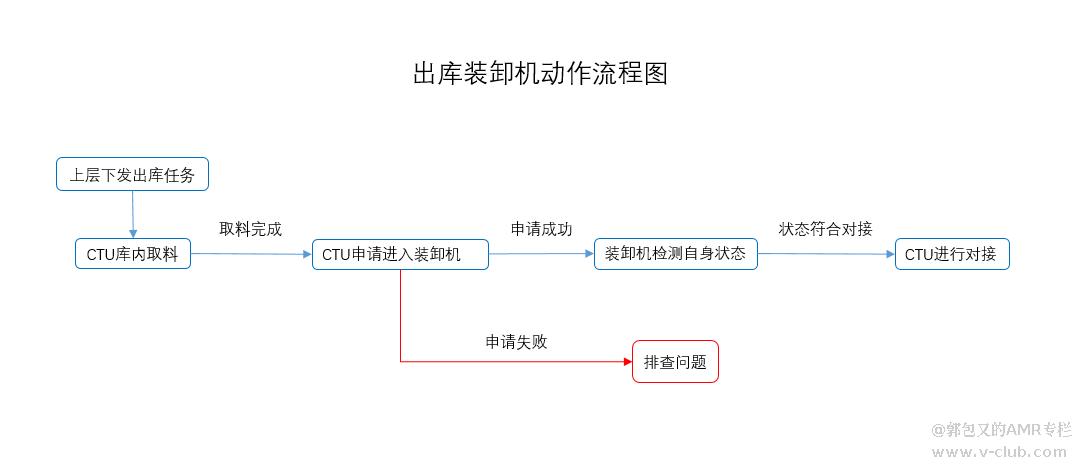
2.2 出库装卸机动作流程
出库装卸机为方便CTU对接,机器初始高度便为对接高度,当装卸机状态到达对接条件时,CTU进入装卸机后梳齿抬升一定高度将料箱抬起(梳齿抬升后不能遮挡到CTU车身储位光电)。
出库流程如下:
CTU将料箱从库内取出,放置于装卸机梳齿上,待CTU放货完成并给完成信号后,装卸机向第三方申请进入,确定料箱可进入第三方后,装卸机下降一层梳齿,待料箱流出至第三方,装卸机再次发出申请,待第三方条件允许后再下降一层梳齿,以此类推,直至料箱全部流出,装卸机梳齿会再次回到对接高度,出库对接方式与入库并无多大差异。
三、 装卸机常见问题点及解决方法
3.1 CTU在装卸机申请点静止不动
3.1.1 装卸机入库
- 查看装卸机当前状态不符合对接要求,检查装卸机光电状态及当前高度
- 查看WCS任务状态
查看cms料箱仓位配置及仓位管理,确认是否为WMS挑选仓位时选中CMS已绑有容器的仓位(WMS和CMS容器号无法手动同步);
WCS调用接口时部分成功,但同一装卸机一次入库任务只能调用一次task,同一taskCade只能使用一次;
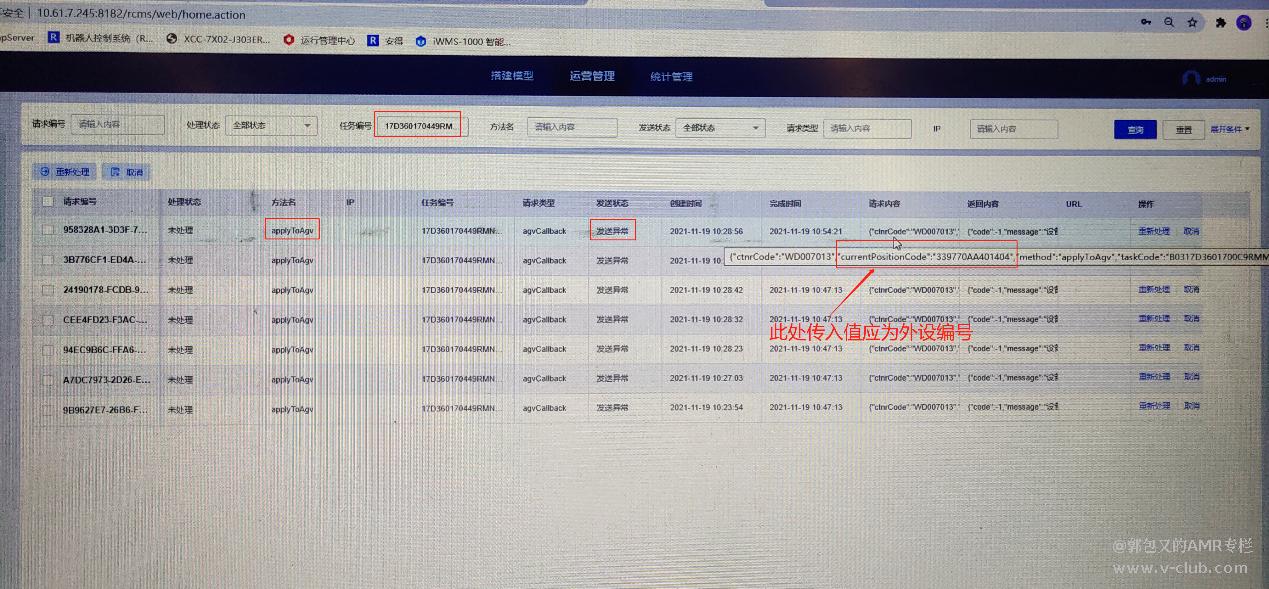
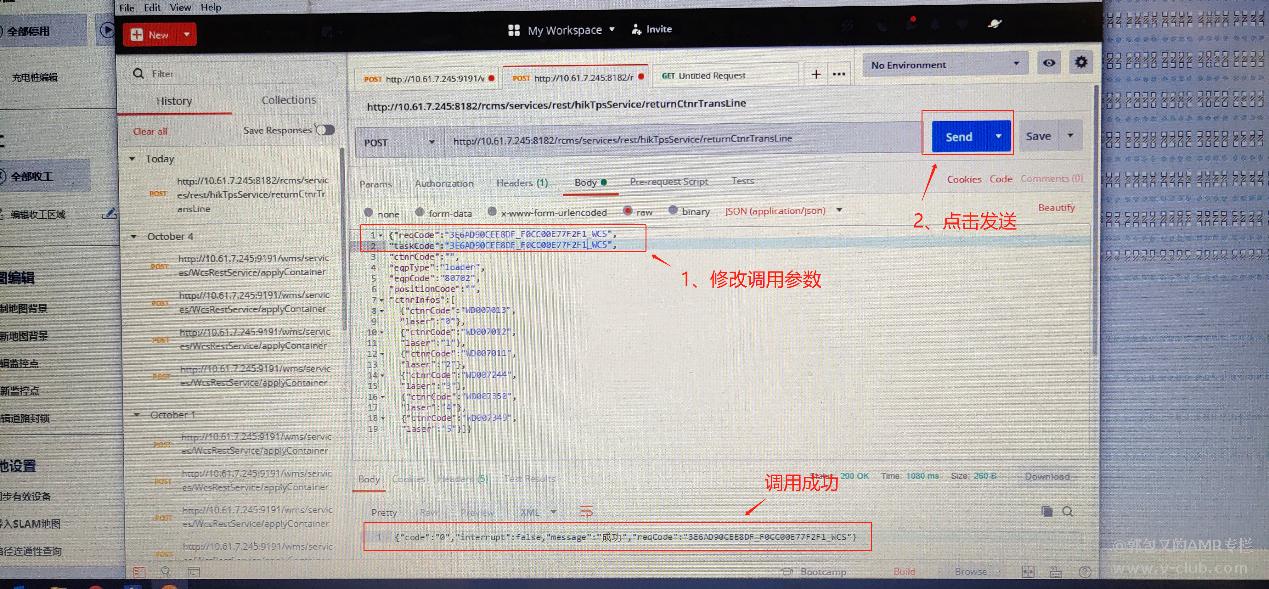
先解绑CMS未与WMS同步的容器,若CTU仍旧没有动作,可将CMS任务取消,通过【Postman】工具重新调用一次接口,taskCade不能和原调用参数相同。 - 查看CMS发送消息(其他)是否发送异常
查看CMS请求内容{currentPositionCode":"?"}?若为正确的装卸机呼叫点位,点击重新处理,此时消息正常发送,CTU可继续执行任务;若请求内容{currentPositionCode":"?"}?不是正确的装卸机呼叫点位,先检查地图点位配置是否正确,外设是否框选正确,修改正确后,将原任务取消,再通过【Postman】工具重新调用一次接口,taskCade不能和原调用参数相同。
3.1.2 装卸机出库
- 查看装卸机当前状态不符合对接要求,检查装卸机光电状态及当前高度;
- 查看CMS发送消息(其他)是否发送异常,排查方法与“3.1.1 步骤3”相同。
3.2 装卸机料箱位置不正
- 查看装卸机两段辊筒线有无错开;
- 辊筒高度是否平齐,有无上下起落;
- 料箱限位杆位置是否合适;
- CTU进入装卸机时位置是否到位;
- 观察辊筒转速是否过快/过慢,通过驱动卡进行调整。
装卸机配置及常见问题排查可参考《CTU输送线、装卸机类详细说明手册上线指导》
4. 装卸机安全注意事项
4.1 入库装卸机辊筒光电
其中位于梳齿下方的料箱到位光电,只要触发此光电,梳齿便会上升,装卸机工作时应保持距离,避免误触引发危险及对接失败,如生成入库任务时,装卸机会向WCS上报机器状态,如装卸机状态不符合对接,CTU会一直在申请点等待,或者导致WCS任务数与装卸机当前梳齿抬升层数不一致而无法发送入库任务(梳齿抬升几层,应有相同数量的料箱,并且装卸机料箱检测光电能够检测到)。
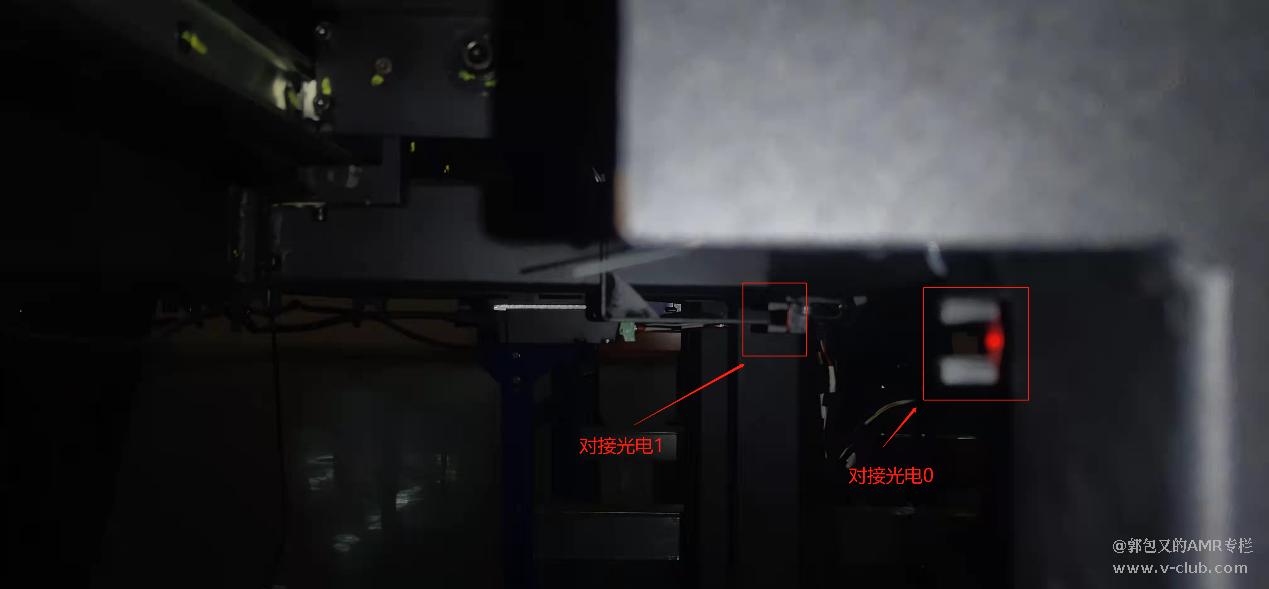
4.2 装卸机对接光电与梳齿零位光电
装卸机出入库对接前,对接光电必须处于对接零位,CTU进入装卸机必须触发对接光电1,CTU离开装卸机并且对接零位光电触发,装卸机梳齿方可下降,当梳齿回到零位并触发零位光电后,才可进行下一个装卸机任务(出库装卸机可根据现场实际需要改动)。
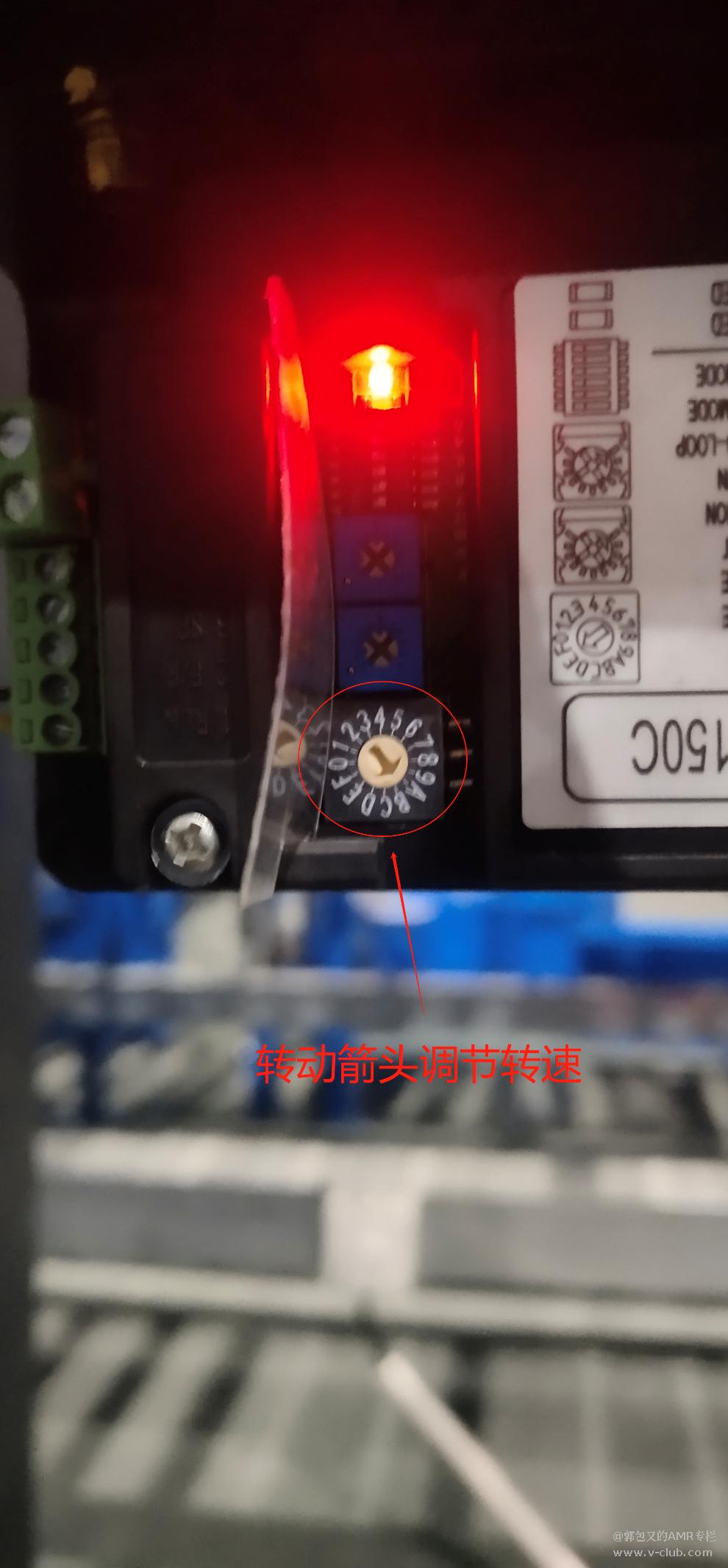
4.3 装卸机辊筒驱动卡
装卸机辊筒驱动卡用于给辊筒供电及调整辊筒转速,驱动卡上有0~F多个挡位,0到F辊筒转速不断增加;梳齿正下方辊筒线速度可适当降低,以确保料箱位置准确。

 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15 双车联动调试案例-华工中试基地2024-04-28
双车联动调试案例-华工中试基地2024-04-28- VM虚拟机部署欧拉系统及磁盘扩容2024-04-25
 浙公网安备 33010802013223号
浙公网安备 33010802013223号