- 1670
- 0
- 分享
- 2022-09-15 16:58
一、案例背景
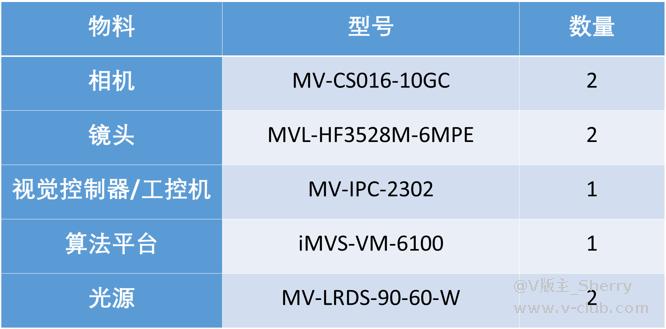
客户需求:
绑带定位工位:固定工位拍照,检测线圈绑带的角度,给运动机构角度偏差,纠正绑带位置到固定位置。
线头定位工位:由机器人抓取产品到固定位置拍照,视觉定位伸出的两根线头位置,发给机器人角度偏差,纠正线头的位置,实现套管动作。
客户痛点或问题:
客户看重角度定位的稳定性,绑带位置和线头姿态不稳定,不容易做到稳定识别定位。
二、方案描述
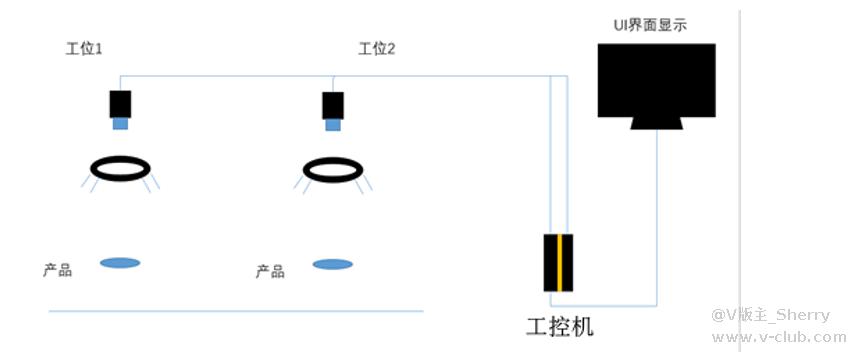
方案示意图及方案思路描述:
搭建与调试:
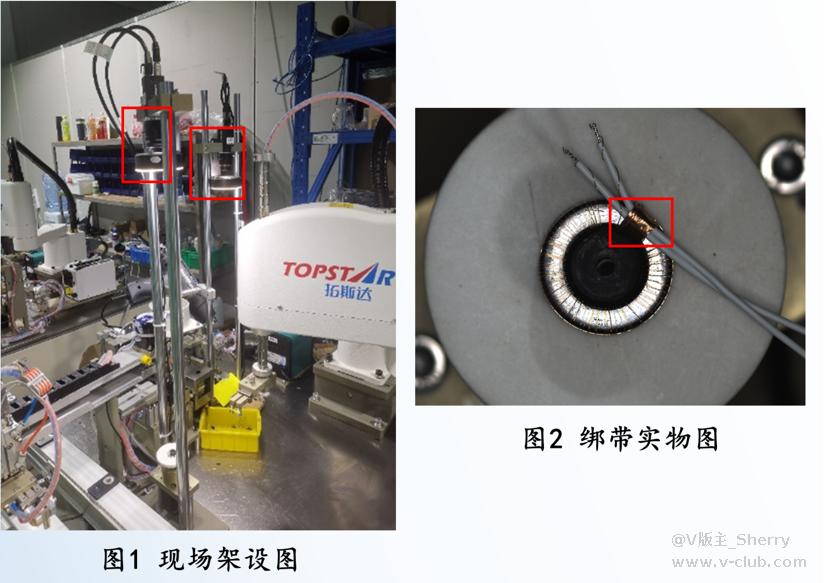
现场架设(图1):因为要预留机器人的活动空间,打光牺牲了很大的可行性。光源拉高处理导致产品的特征成像并不稳定,需要后期用软件过滤很多干扰。
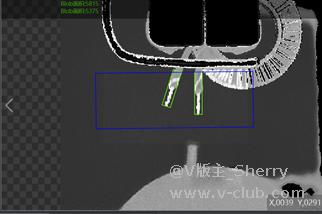
绑带位置定位成像(图2):需要定位铜丝缠绕的绑带位置与产品中心所连直线的角度。则需要先定位产品中心,然后定位到绑带位置中心。产品圆形,可以以产品内圆圆心作为产品中心,而绑带的中心属于矩形区域的质心点,可以使用blod的外接矩形质心点充当位置点。因此有以下实现步骤:

步骤1:利用图像处理,通道转换后,内部圆的特征比对比度高,可以定位产品圆中心。
步骤2:利用图像预处理,增强包扎位置的对比稳定性,分别通过两次blod实现粗-精定位,求出包扎点的质点位置。
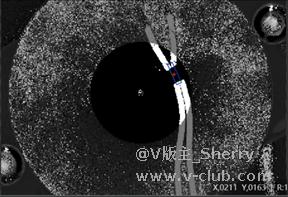
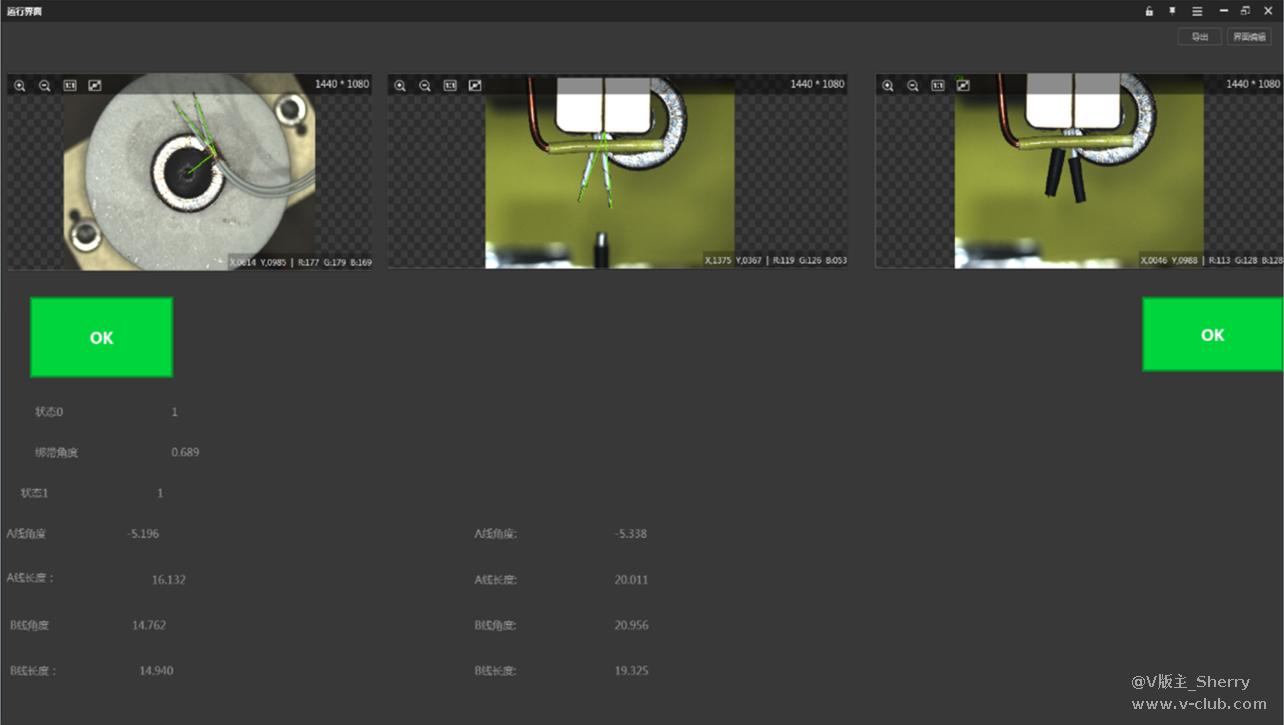
线头定位工位成像:如下图,需要定位两根线的顶点位置,然后计算顶点与固定角点的直线的角度。

步骤1:利用bold分析找到夹具的中心点,以此作为基准点位。

步骤2:利用直线查找模块找到夹具的两边缘直线,然后使用直线测量得到交点,如右图所示,即未夹具的角点。我们以这个点作为角度起始点。

步骤3:通过颜色通道转换和形态需处理,把线头跟背景对比度加深,可以识别出两根线头,利用blod可以把质心点作为位置修正点,利用顶点检测,识别线头的顶点,。最后利用点点测量,测量夹具角点和线头顶点的夹角,所求角度则是产品套管角度调整依据。

软件实现结果:如下图,套管实现后另外要重复拍照判定套管是否成功到位。
三、方案优势
客户方面:
1.客户设备工期紧张,省去了开发周期,VM软件一星期内完成了功能调试,解决了客户交期问题。
2.客户公司视觉工程师岗位空缺,VM软件应用门槛要求不高,这个项目上,客户的电气工程师和现场售后工程师也可以直接对接视觉应用任务。避开了客户视觉技术人员储备少的短板。
产品层面:
1.该产品线新研发定制机台,视觉的功能实现,是整个套管流程的主要功能。没有视觉支撑,套管工艺无法实现。
2.产品型号主要体现在线的颜色上,采用彩色相机,搭配标配的颜色转换功能可以适应不同颜色的转换,做到产品型号兼容。
公司层面:该项目,短快稳,能很好得体现软件在业界的优势,扩大软件的影响力。




 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15 每日分享|3D视觉成像之双目立体视觉原理2024-03-21
每日分享|3D视觉成像之双目立体视觉原理2024-03-21 海康AMR应用场景中蜂鸣器的使用2024-04-03
海康AMR应用场景中蜂鸣器的使用2024-04-03
 浙公网安备 33010802013223号
浙公网安备 33010802013223号