- 2720
- 0
- 分享
- 2022-10-12 10:57
1、案例背景
(1)客户需求
绕线机需要利用视觉相机定位摄像头定子和治具的位置,上相机拍摄治具,下相机拍摄定子,引导运动模组将未绕线的定子摆放到治具上,之后设备将治具和定子整体搬运到绕线工位实现定子线圈的绕线工作。整体定位精度要求:0.05mm。
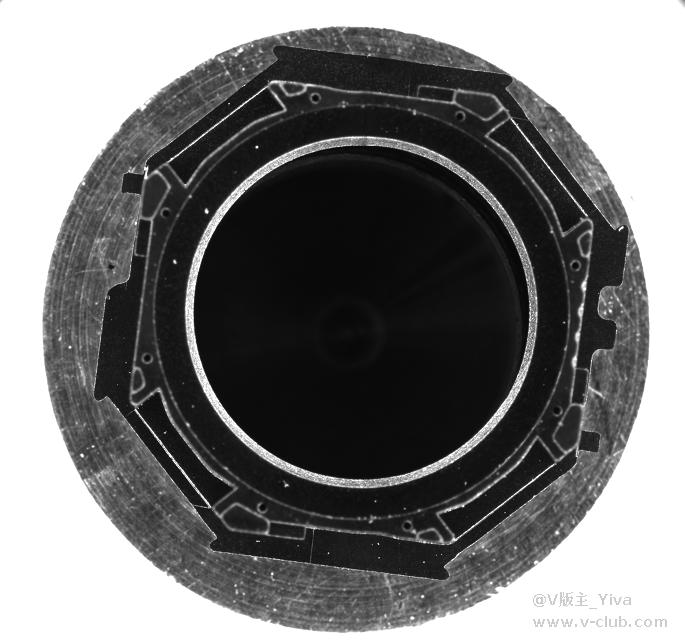
图1 吸嘴上的定子产品
(2)客户痛点
- 产品贴合精度较高,假如贴合位置或者角度不准确,会导致产品被治具刮伤;
- 产品尺寸极小,是否刮伤只能通过光学放大镜进行检测,对全部产品进行检测的工作量极大;
- 因为只能采取抽检的方式,所以客户期望在绕线阶段严格控制产品的生产质量,减小后续质检的工作量;
- 良品率要求99.5%以上,且客户需要一种稳定、高效的方法来保证产品精准组装。
2、方案描述
(1)项目配单表

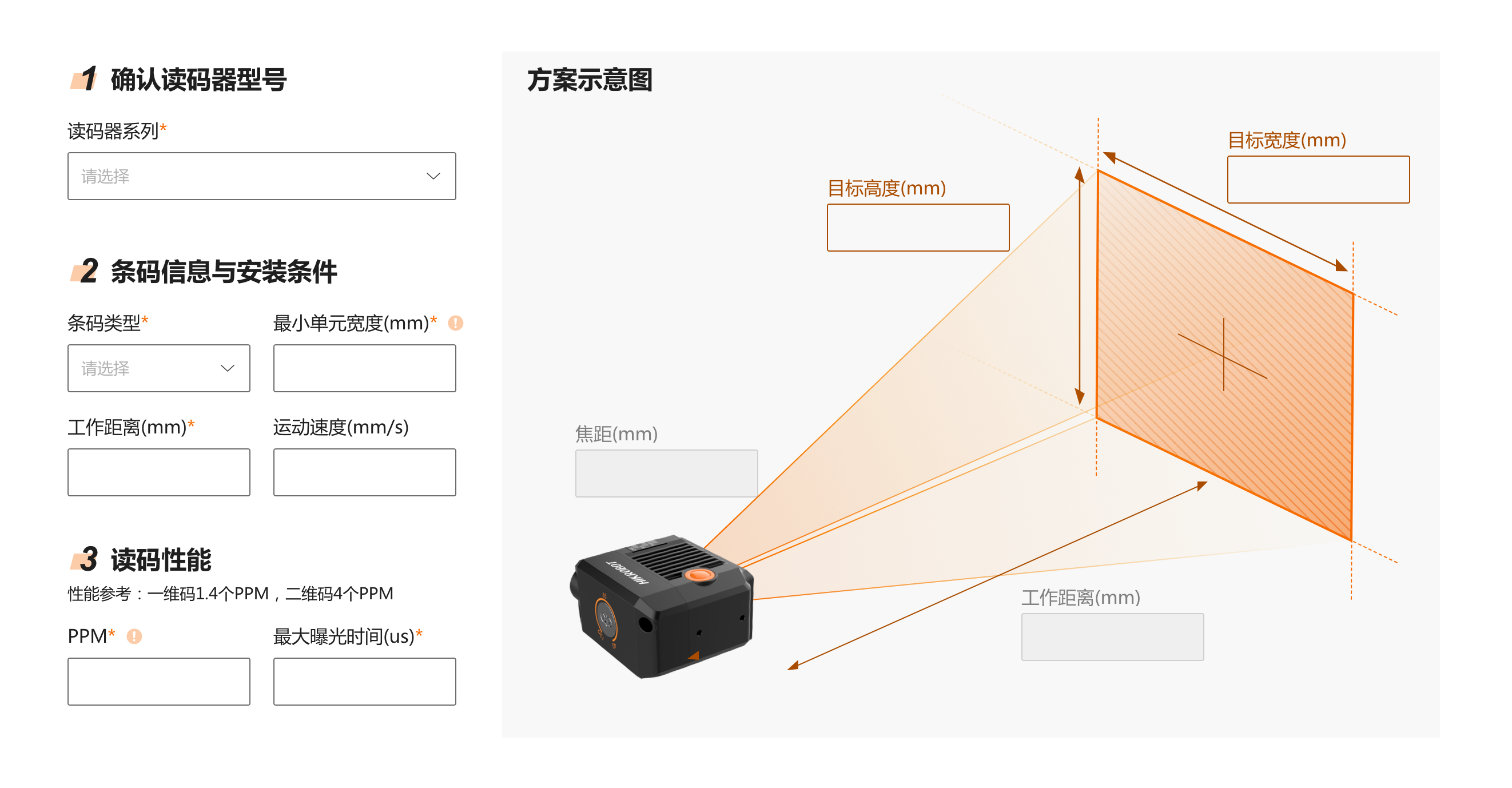
(2)方案示意图
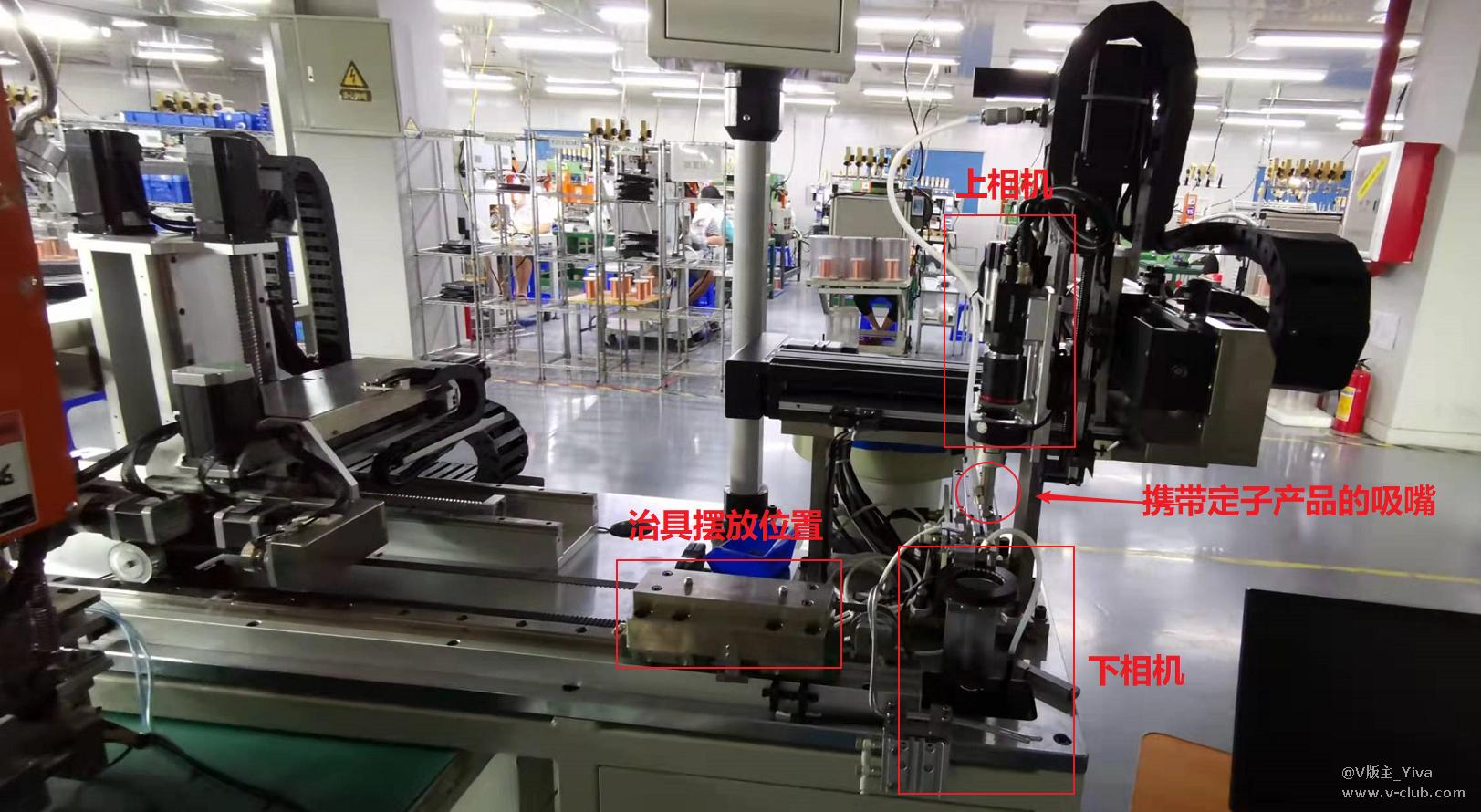
图2 方案架设示意图
(3)方案思路
视觉计算产品位置偏差,整体流程可划分为标定,示教,偏差运算这三部分:
- 标定:统一坐标系。相机拍照得到的是像素坐标,而机械手移动的是物理坐标,所以需要通过标定来讲像素量转为物理量,让执行机构去执行。
- 示教:建立标准。无论是抓取还是放置,都需要确定一个标准,来明确正确的姿态是什么;同时需要注意标准是成对出现的,即标准的物料姿态对应着标准的机械手姿态。
- 做差:计算当前产品位置与示教位置的差值。相机拍照,获取当前产品的坐标,并与保存的示教产品坐标进行计算,得出两个位置的偏移量。
本项目的方案首先遵循以上流程,先完成下相机和下相机各自的标定、示教和做差流程。接着考虑到治具是固定位置的,无法移动纠偏,全部的纠偏动作由运动模组带着定子产品进行运动完成。视觉流程需要将两个产品的位置偏移和角度偏差会叠加起来,一起进行旋转计算,确定最终定子的位置偏移量和角度偏移量。
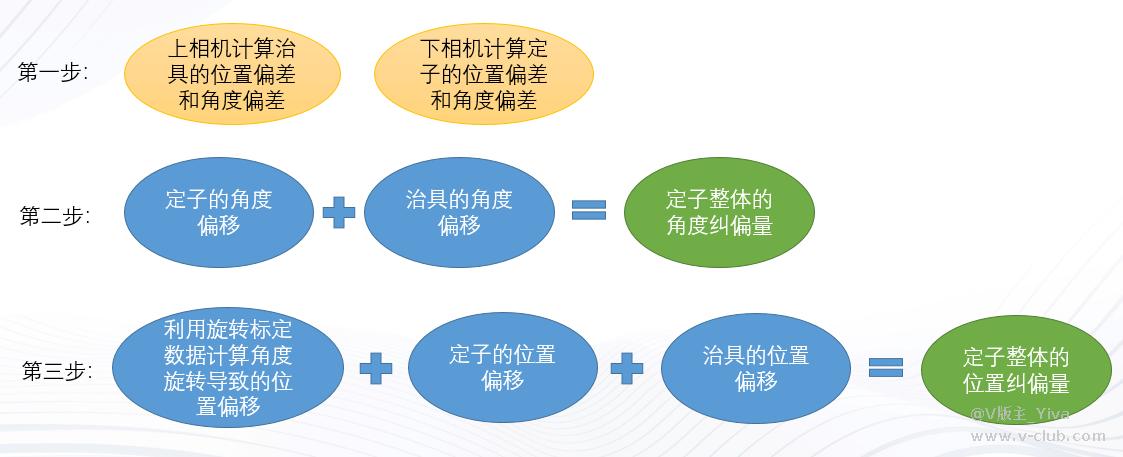
图3 方案思路
(4)项目难点
<1>项目难点:治具产品无法移动纠偏,需要在定子产品完成全部的位置纠偏。视觉在获取两个相机中产品的位置、角度偏差之后,需要整合计算定子的整体纠偏量。
<2>解决方案:下相机进行旋转标定获得吸取定子产品的吸嘴的旋转中心,根据治具和定子产品的角度计算出定子的补偿角度之后,利用旋转中心计算定子进行角度补偿之后的位置偏移量。将该偏移量加上两个产品的本身的位置偏差算出定子的位置纠偏量。
(5)调试步骤
视觉流程共包括上相机9点标定、下相机12点标定、上相机示教、下相机示教、上相机生产计算、下相机生产计算6个流程。
调试步骤1:搭建下相机和下相机的手眼标定流程,完成标定,获取像素坐标与物理坐标的转换关系及机构的旋转中心。
调试步骤2:搭建上下相机的示教流程,获取产品盲贴时的位置作为基准位置,用于后续生产流程的做差计算。
调试步骤3:搭建下相机拍照流程,获取定子产品、治具的坐标和角度。实现角度计算和位置纠偏量的计算。
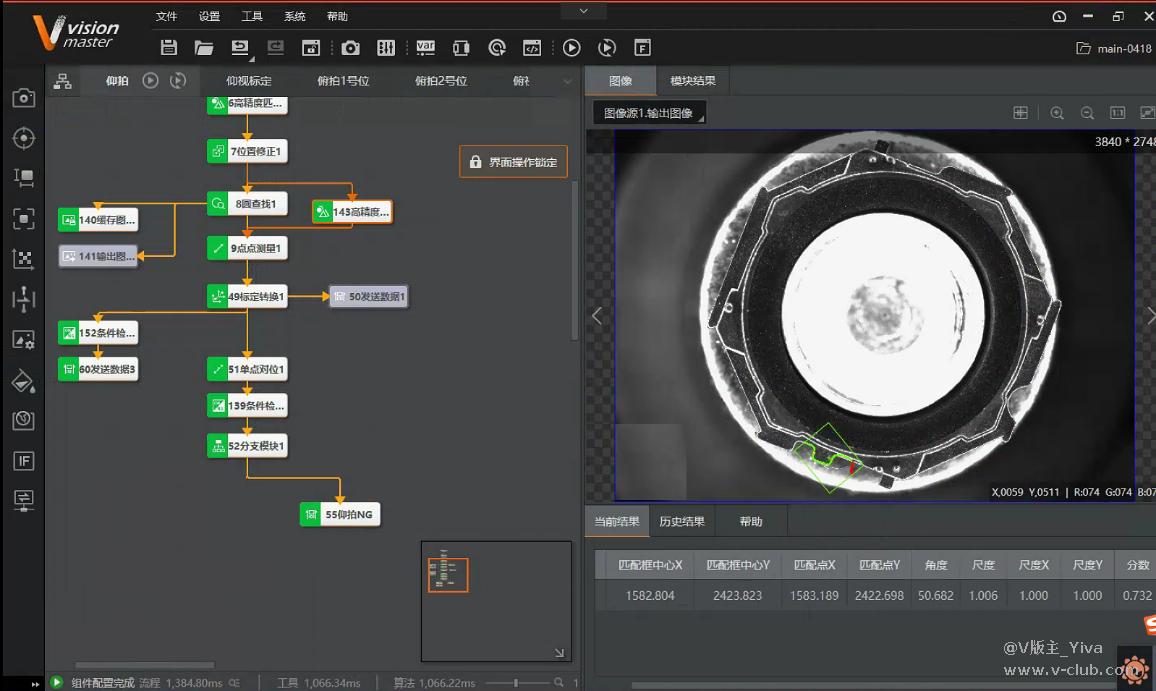
图4 上相机拍照及运算流程
3、方案优势
- 本视觉方案解决了客户因产品贴合精度高而对位贴合困难的项目需求,有效解决客户检测工作量大的问题,提高了检测效率。
- 本视觉方案可良好完成产品对位贴合功能,对位稳定,满足客户组装设备的应用需求。
4、现场视频
详见附件小视频观看


 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15 每日分享|3D视觉成像之双目立体视觉原理2024-03-21
每日分享|3D视觉成像之双目立体视觉原理2024-03-21 海康AMR应用场景中蜂鸣器的使用2024-04-03
海康AMR应用场景中蜂鸣器的使用2024-04-03
 浙公网安备 33010802013223号
浙公网安备 33010802013223号