- 2645
- 0
- 分享
- 2022-01-13 13:37
项目需求:
LCD 屏幕广泛应用于车载领域,其发光的原理主要背光层,即 Back Lighting。YD S17 工厂主要负
责各部件成品的装配,会将背光层和液晶层贴合为完成的 LCD 屏。而在装配之前,需要保证 Back Lighting
(BL)无灰尘之类的异物附着。以往该检测工序全部依赖人工目检的方式,共有 10 条产线。为了节约人员成
本和提高检测效率,客户希望引入从光源到 PC 的整套 BL 异物视觉检测系统。
现场的检测流程:
1. 检测要求: 经过深度学习训练的 Vision Master(VM)方案自动定位抠取拍摄图片中的 BL 部分,并进行
BLOB 二值化分析,标定 BL 上存在的异物。整个检测流程的开启及结果反馈需要搭配 PLC 一同完成。
2. 检测流程:该检测设备位于 LCD 屏幕装配产线的前段部分,完成装配前 BL 的良品筛选。当 BL 达到检测
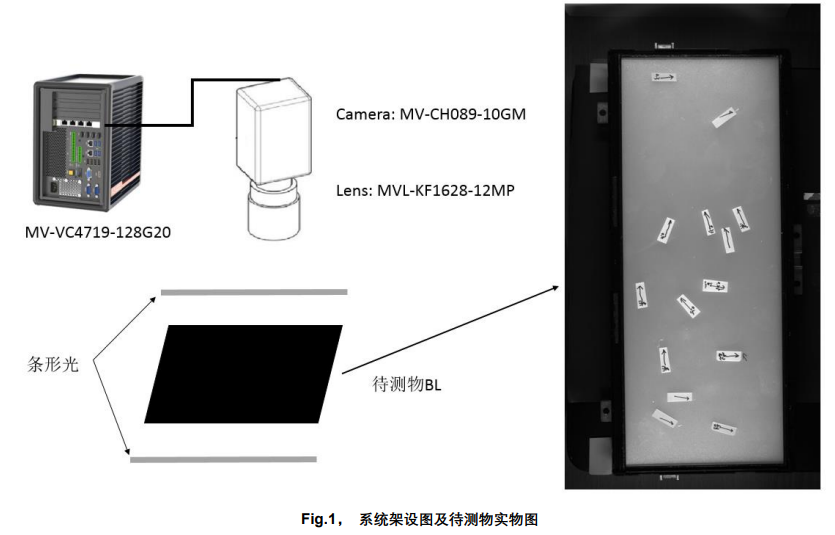
工位时,三菱 PLC 触发 VM 方案开始运行。经过两根条形光源侧边打光,突显了 BL 上的各类异物,同时
也保障了整体画面亮度的均匀性,而后由位于正上方合适距离的工业相机进行捕捉图像,并将图像传输给
视觉控制器 VC4000 系列进行图像处理。VM 搭配具有深度学习功能的加密狗对图像进行分割,定位检测
区域,BLOB 分析标定的缺陷部分,经过逻辑条件,判断该次检测为 OK 或者 NG。最后,VM 方案将检测
结果发送给 PLC,由 PLC 控制外部机构对瑕疵产品进行报警和筛选。由于检测产线对异物的严格要求,宁
可过检,绝不漏检。VM 会自动存储所有的 NG 图片到 VC4000 视觉控制器,供后续的二次确认,同时汇总
近三天的产能数据。
优势:
光源:对于 BL 这类大尺寸物体,条形光相比于面光源更能满足视野上要求;而在 BL 长边两侧都加入条形光,
加之适当的架设距离和打光角度,能够获得整体亮度均匀的补光条件。
相机、镜头系统:MV-CH089-10GM 拥有近乎 2:1 的长宽比,使它更加适配车载 LCD 的屏幕尺寸,具有极高的
像素利用率;KF 系列高解析度镜头完美匹配了 8.9MP 大靶面相机,实现了微米级缺陷的检测需求。
VC4000 系列视觉控制器:i7 高性能处理器助力深度学习预测、缺陷分析,提供了丰富的 PCIE 卡槽以满足相
机 PoE 供电要求,相对小巧的外观适配了产线的空间限制。
VM 算法平台:强大的算法性能保证缺陷检出的同时,也提供了高效的检测率;多样化的通信协议适配三菱 PLC
控制系统,配合 PLC 的节拍交互。
模拟成果展示:
在不考虑外部交互系统 PLC 的情况下,VM 深度学习模拟检测结果如下:

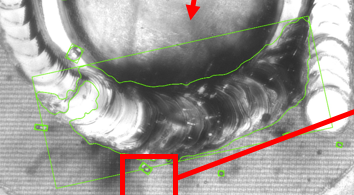
该测试基于 70 张样品图片,随机选择 50 张进行训练,剩下的 20 张测试。在可视化结果中,蓝色是真值,绿 色是正检,红色是误检。真值代表是人工标记的,正检代表检出和真值匹配的,误检是检出跟真值不匹配的。 从中可以看出,误检并非真实的误检,只是人工打标未将该缺陷标记出来;VM 强大的学习能力和推演算法能 够基于已标记缺陷特征,检测出该类型的所有缺陷。
VM 解决方案展示:

PLC 触发整个流程开启,相机进行实时采图,高精度特征匹配对检测区域进行了定位,而后仿射变换抠取 BL 部
分。下一步的 DL 图像分割和 BLOB 分析可以异物缺陷进行标定。经逻辑判断后,发送数据模块会将检测的结果传
输给 PLC 端。同时,后续的脚本工具会汇总三天的检测数据,并保存所有的 NG 图片到本地。运行界面旨在展示结
果及关键参数便捷更改,可根据实际情况进行自定义、美化。



 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 每日分享|3D视觉成像之双目立体视觉原理2024-03-21
每日分享|3D视觉成像之双目立体视觉原理2024-03-21 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 海康AMR应用场景中蜂鸣器的使用2024-04-03
海康AMR应用场景中蜂鸣器的使用2024-04-03 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
 浙公网安备 33010802013223号
浙公网安备 33010802013223号