- 2436
- 0
- 分享
- 2021-12-20 15:46
一、方案背景
需求描述:
1.定位手机壳耳机孔;
a) 形状:圆形
b) 尺寸:2.5mm、3.5mm、5mm
2.手机壳种类-五类铝合金材质:亮黑、深黑、蓝色、白色、正常色
新增手机壳种类-塑料材质外壳:
镜面反光亮黑色
3. 重复定位精度小于0.015mm;
视场范围:17 mm* 11 mm;
选型思路
① 视野确定:17 mm* 11 mm(视野要比样品大,有充分的冗余空间)
② 相机分辨率确定:根据算法精度(最少2个像素)和单像素精度(每个像素最少0.015mm),长边像素数量至少为:17/0.015*2=2267pixel,选用500万像素工业相机(2448×2048)
③ 相机和视野关系可简化成相似三角形关系,可根据上述公式,已知三个已知量可求出另一个未知量。工作距离100mm,带入下方公式即可得到最终镜头结果为50mm。
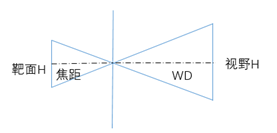
计算图例

④ KF系列50mm镜头最低工作距离为300mm,故需要使用接圈,利用接圈计算公式则可得出接圈的长度为25mm

⑤ 为了兼容手机壳不同材质、颜色、形状,采用环形光正面照射形成明视场,针对镜面反射材质样品,采用同轴光源照射,凸显表面的不平整。
二、方案架构
CNC手机孔加工定位引导系统主要由500万像素工业相机、FL为50mm的工业镜头、为了兼容不同种类手机壳,光源由同轴光、环形光组成,环形光正面照射形成明视场。通过静止拍照实现定位引导,无现场干扰。
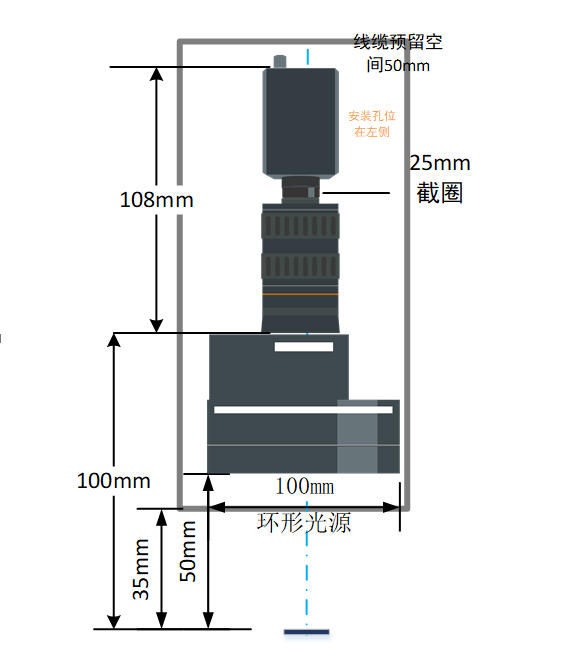
架设方案
方案效果
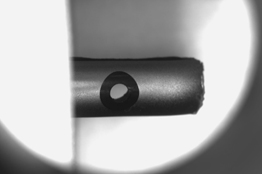
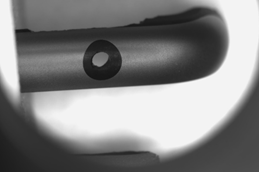
成像示意图
检测效果
三、视觉检测流程
检测流程主要分为三个部分:
(1) 对应圆形孔位的孔位中心定位,使用圆查找功能,找到孔位对应圆并输出圆心坐标、半径等参数。对应知识点请查阅圆查找章节。

圆查找参数配置
通过在检测图中绘制ROI确定扇环半径。从图中观察圆形孔特征,圆内灰度较外侧低,因此边缘阈值选择从黑到白选项,为了避免其他干扰点影响,将边缘类型选择最强。以此参数定位对应圆形孔特征即可
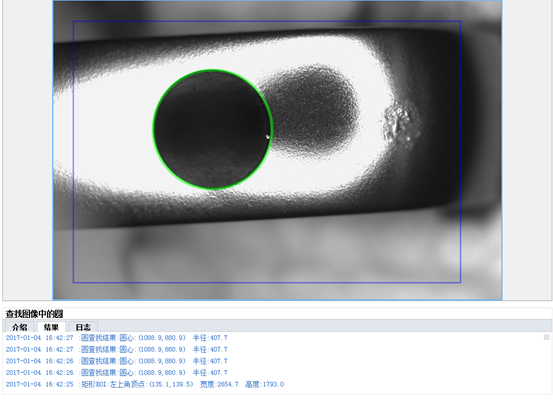
效果图展示
完成检测后,使用发送数据将圆心点、半径等数据发送至对应设备即可。


格式化及发送数据参数配置
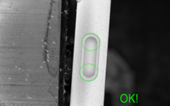
(2) 对应跑道形孔位,需要对两边的圆弧进行定位、分别拟合成两个圆,再将两个圆的圆心连线取中点,得到孔位中心坐标。
使用工具为圆查找、点点测量
在此案例中使用圆查找工具,将孔位两侧的圆弧找到,点点测量工具能够直接继承圆查找的圆心点,在后续工具中选择生成直线中点即可

视觉方案流程
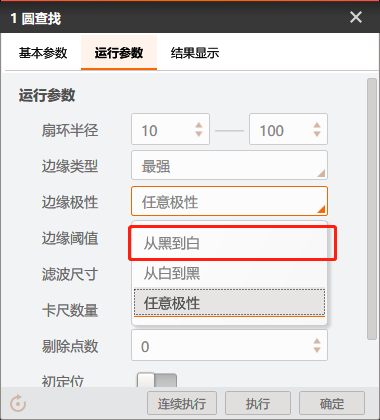
圆查找参数配置
在此方案中,观察定位的两个圆外侧特征,边缘从内到外为从明到暗再到明,因此使用从黑到白的边缘极性来定位外框圆特征。

点点测量参数配置
在使用圆查找找到两个圆之后,要通过点点测量选择两个圆心点之间的距离并连线,后续可通过此两点来定位孔中心等。
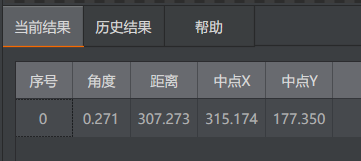
算法结果
后续数据通过格式化工具进行输出
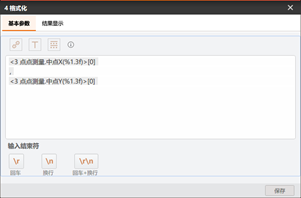

格式化及发送数据参数配置
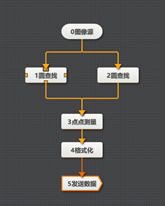
整体检测流程
检测效果图
(3) 面对不规则梯形孔,使用高精度特征匹配工具,在后续输出特征匹配框中心即可。同样地,在匹配到对应轮廓后,需要将检测结果通过格式化工具发送至通信设备
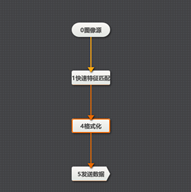
检测流程

检测效果图



 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 每日分享|3D视觉成像之双目立体视觉原理2024-03-21
每日分享|3D视觉成像之双目立体视觉原理2024-03-21 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 海康AMR应用场景中蜂鸣器的使用2024-04-03
海康AMR应用场景中蜂鸣器的使用2024-04-03 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
 浙公网安备 33010802013223号
浙公网安备 33010802013223号