某工厂高速测量项目实验性阶段成果
- 2089
- 0
- 分享
- 2022-05-19 20:32
应华中地区某生产基地要求,搭建一套简易测试性装置,验证较高运动速度下的测量精度与稳定性,为后续测量设备的量产做实验性准备
1.案例背景
此项目为测量项目,原理较为简单,项目难点主要在工件边缘参差不齐(下文附实物图),线速度较高。因此基于vision master算法平台,利用快速特征匹配,先定位再测量,寻找工件平行度较好的位置进行测量,以达到良好的测量效果。
2.需求分析
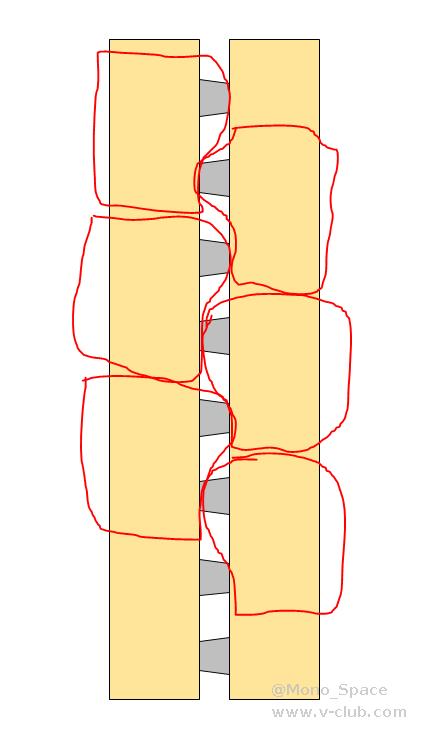
示意图(红线为后续分割轮廓)
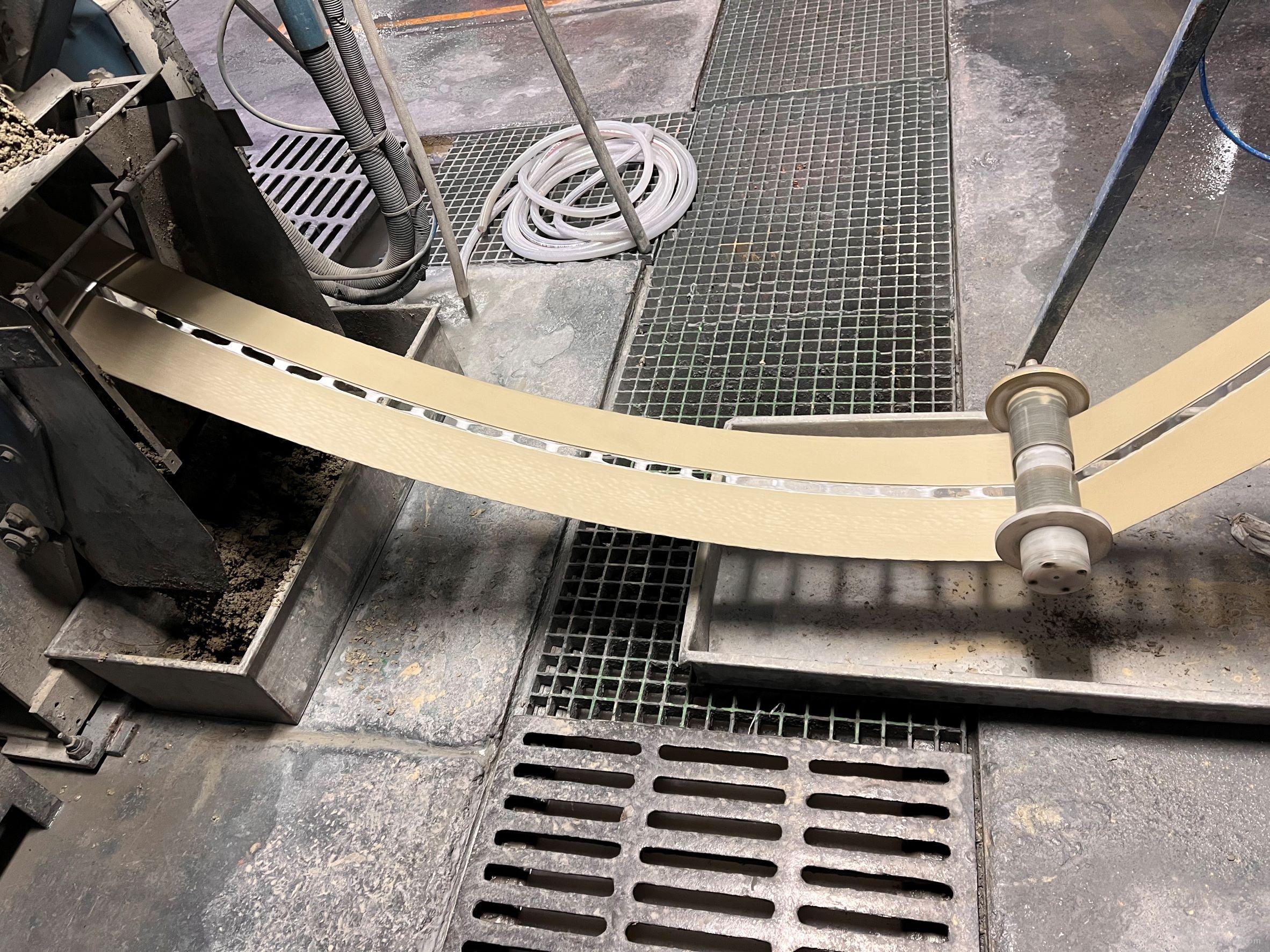
实物图
1. 尺寸检测:
被检测工件为填涂后分切前的极板;
单片基准高度约130mm 双片基准高度约260mm;
工作距离暂无限制;
检测速度:设备最大速度为30m/min,单片宽度(运动方向)145mm,每分钟210组,每组2片,每秒8片。
2. 数据保存和分析:
原图保存,渲染图保存,尺寸数据保存,尺寸趋势显示。
3. PLC通讯
数据实时传送到PLC指定地址。
3.硬件选型
| 序号 | 材料名称 | 规格型号 | 技术参数 | 数量 | 单位 | 厂家 | 备注 |
| 1 | 工业相机 | 五百万像素黑白相机 | 1 | 套 | |||
| 海康工业相机 | MV-CA050-10GM | 2 | 只 | 海康 | 测试项目采用130万像素黑白相机 | ||
| 2 | 镜头 | 12毫米镜头 | 2 | 套 | |||
| 海康镜头 | MVL-MF1228M-8MP | 2 | 只 | 海康 | |||
| 3 | 光源及配件 | 面光 | 1 | 套 | |||
| 条形光 | MV-LBFS-300-200-W | 1 | 个 | 海康 | |||
| 光源延长线 | MV-LW-005-1-S | 1 | 个 | 海康 | |||
| 控制器 | MV-LEVD-75-S-SY | 1 | 个 | 海康 | |||
| 4 | 支架 | 相机光源支架 | 1 | 套 | |||
| 5 | 工控机及配件 | 主机和配件 | 1 | 套 | |||
| 工控机 | MV-VC3503-128G66 | 1 | 台 | 海康 | |||
| 显示器 | 1 | 台 | 戴尔 | ||||
| 键盘鼠标套装 | 1 | 套 | 双飞燕 | ||||
| 加密狗 | VM6100 | 1 | 个 | 海康算法平台 | |||
| 6 | 线缆 | 线缆 | 1 | 套 | 网线及电源线 | ||
| 相机千兆网线 | MV-ACC-01-1101-5M | 2 | 条 | 相机网线 | |||
| 相机电源线 | MV-ACC-01-2101-5M | 2 | 条 | 相机电源触发线 | |||
| 7 | 其他配件 | 配件 | 1 | 套 | 电源 | ||
| 开关电源 | 12v24w | 1 | 个 | 明伟 | |||
| 开关电源 | 24v240w | 1 | 个 | ||||
| 空气开关 | 1 | 个 | 正泰 | ||||
| PNP对射光电 | 1 | 个 | |||||
| 菲林尺(30cm) | 10 | 片 |
4.测试硬件环境搭建
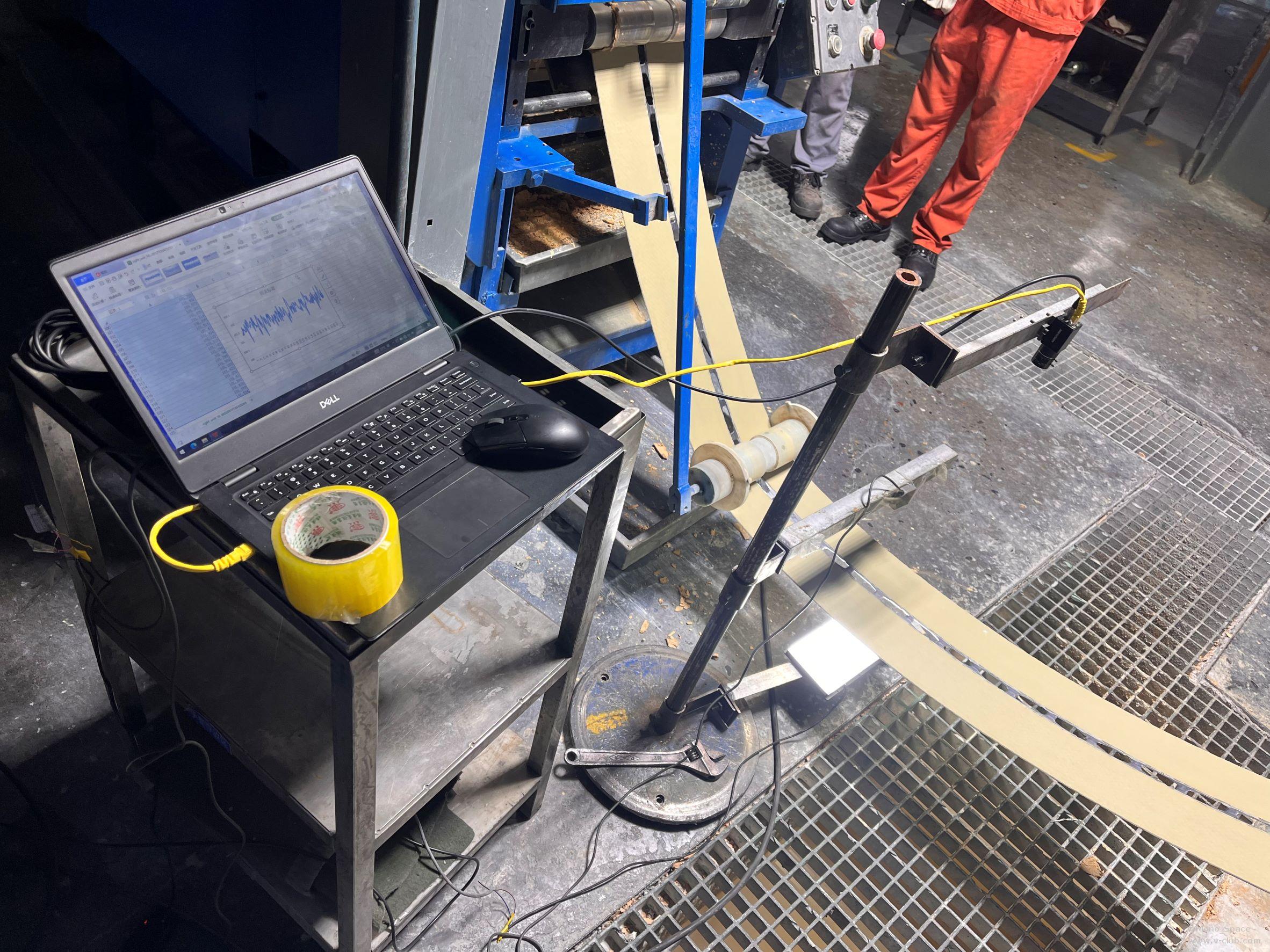
暂时用单相机单边检测(量产时用双相机双边检测)
5.测试软件环境搭建
.png)
左分支检测左极板(测试阶段暂时不用此分支)
右分支检测右极板
首先快速模板匹配,寻找ROI定位基准点,需要注意的是左右极板定位模板只存在角度差异,而没有形状差异,所以在模板搜索参数应限定搜索角度。
.png)
再根据匹配结果,分支到不同的支路,进行后续的测量
.png)
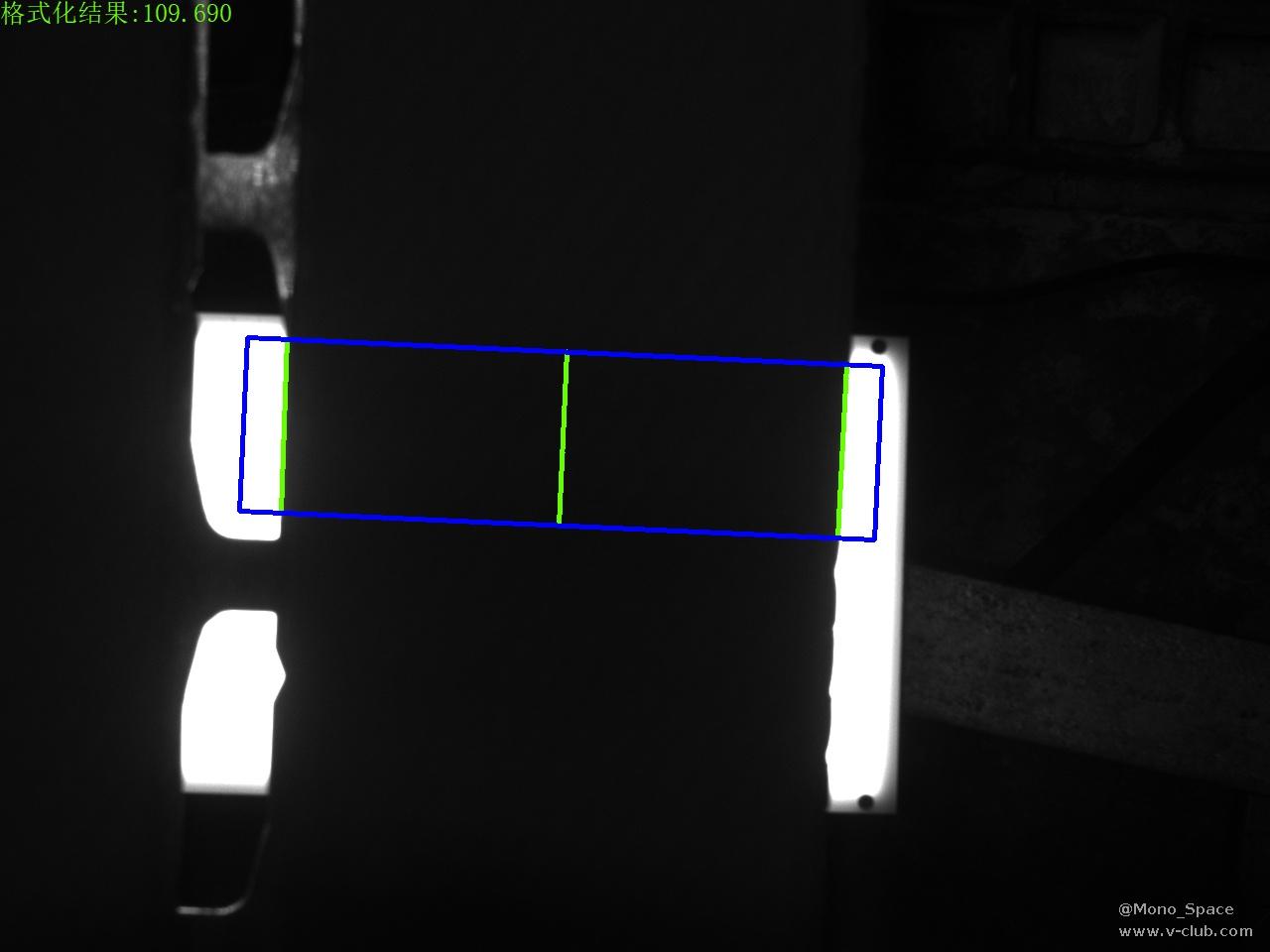
6.最终检测效果
7.数据结果
.png)
8.结论
经实际测量,工件实际尺寸波动在正负0.5mm左右,软件测量波动也在正负0.5mm左右,基本满足测量精度和速度需求,完成测试阶段任务。后续随着项目推进,将使用vision master算法平台联合C#,完成软件设计,增加图表趋势图和通讯功能等可视化功能。
版权声明:本文为V社区用户原创内容,转载时必须标注文章的来源(V社区),文章链接、文章作者等基本信息,否则作者和本社区有权追究责任。如果您发现本社区中有涉嫌抄袭的内容,欢迎发送邮件至:v-club@hikrobotics.com 进行举报,并提供相关证据,一经查实,本社区将立刻删除涉嫌侵权内容。
上一篇
已经是第一篇啦~

评论请先登录 登录
全部评论 0

相关阅读
 探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08
探寻机器视觉新星|第二届“启智杯”机器视觉设计大赛获奖名单公布2024-04-08 每日分享|3D视觉成像之双目立体视觉原理2024-03-21
每日分享|3D视觉成像之双目立体视觉原理2024-03-21 VM4.4更新亮点2024-04-12
VM4.4更新亮点2024-04-12 海康AMR应用场景中蜂鸣器的使用2024-04-03
海康AMR应用场景中蜂鸣器的使用2024-04-03 第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
第二届启智杯—光伏电池片质检视觉方案设计2024-04-15
 浙公网安备 33010802013223号
浙公网安备 33010802013223号